放电加工是一种常见的特种加工方法,能有效弥补常规切削加工在复杂件加工中的缺陷,是一种重要的工业加工方法,因此也成为了《工程训练》实训操作课程的必修实训项目。
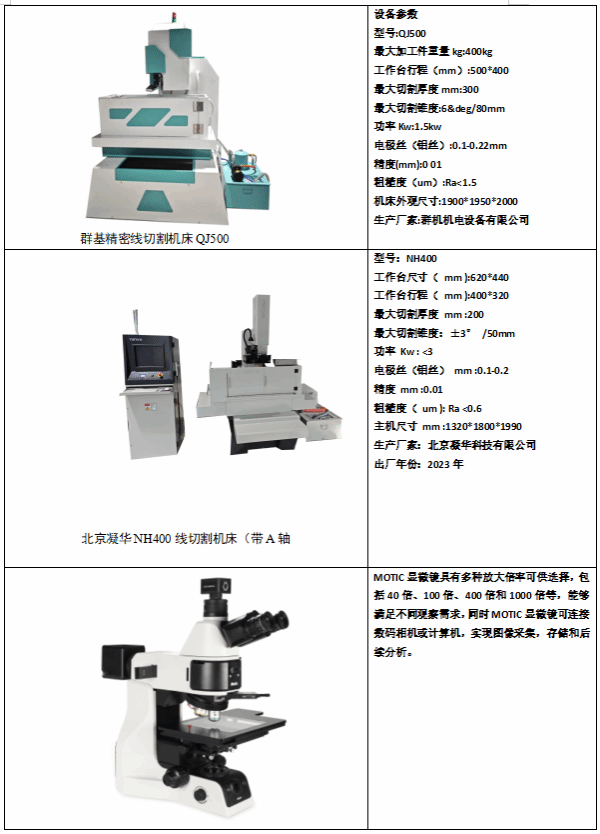
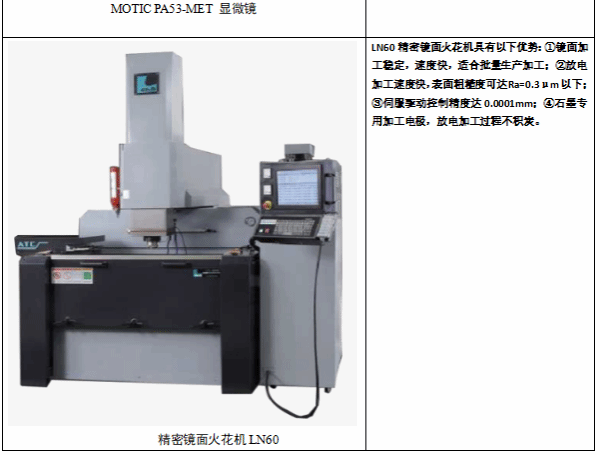
放电加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称电火花加工(简称EDM)。根据工具电极形式及其与工件之间相对运动特征的不同,它又包括电火花成形加工、电火花线切割加工和电火花高速小孔加工实训等。实训车间配备有北京凝华NH430F精密电火花成型机4台、群基LN-80大型火花机两台、日本进口A50R电火花成型机1台、日本进口C32数控电火花成型机1台;日本进口AP200超高精度线切割加工机1台、日本进口A530D高精度线切割加工机1台、北京凝华NH400精密线切割机4台、群基精密线切割机床QJ500三台、电火花高速小孔加工机2台,设备总价值近800万元。
放电加工是一种常见的特种加工方法,能有效弥补常规切削加工在复杂件加工中的缺陷,是一种重要的工业加工方法,因此也成为了《工程训练》实训操作课程的必修实训项目。
主要实训项目:
《数控线切割编程方法》
《线切割手工编程及加工工艺训练》
《线切割自动编程及加工工艺训练》
《线切割作品创意设计及制作综合训练》
《慢丝线切割工艺及设备介绍》
《高级线切割工艺训练》
《电火花成形加工工艺训练》
《电火花成形作品创意设计及制作综合训练》
《电火花高速小孔加工工艺及设备介绍》
《电火花高速小孔加工工艺实验》
《线切割-电火花成形加工工艺综合训练(团队)》
 
图1 电火花线切割实训车间 图2 电火花成型实训车间 |
设备情况 | 设备参数 |

图3 AP200数控线切割加工机 | 型号:AP200+MARK20P 最大工件尺寸mm:300*270*100 最大加工件重量kg:50 工作台行程(mm):220*150&*120 最大切割厚度mm: 最大切割锥度:7°/100mm 功率Kw: 电极丝(钼丝)mm: 精度mm:0.001 粗糙度(um): 机床外尺寸mm: 生产厂家:日本沙迪克公司 出厂年份: |

图4 DK7725e电火花线切割机 | 型号:DK7725e 工作台尺寸(mm):630*460 工作台行程(mm):250*350 最大切割厚度mm:300 最大切割锥度:6°/100mm 功率Kw:1.5 电极丝(钼丝)mm:φ0.10-0.25 精度mm:0.015 粗糙度(um):Ra<2.5 机床外尺寸mm: 1420*1020*1400 生产厂家:苏州沙迪克三光机电有限公司 出厂年份:2000年 |

图5 K1C高速小孔加工机 | 型号:K1C X/Y/Z行程(mm):200*300*300 工作台尺寸(mm):250*350 工作台行程(mm): 功率Kw: 电极丝(铜丝)mm:φ0.25、0.3、0.5、1.0、2.0、3.0 精度mm: 粗糙度(um): 最大工件质量(kg):100 机床外尺寸mm:810*870*2015 生产厂家:日本沙迪克公司 出厂年份:1998年9月 |

图6 D703F电火花高速小孔加工机 | 型号:D703F 工作台尺寸(mm):300*400 X/Y/Z行程(mm):200*250*250 工作台行程(mm):250*350 功率Kw:3 电极丝(铜丝)mm: 精度mm: 粗糙度(um): 机床外尺寸mm:1050*850*1900 生产厂家:苏州中特机电科技有限公司 出厂年份:2000年 |

图7 DM7132精密电火花成型机 | 型号:DM7132 工作台尺寸(mm): 工作台行程(mm):320*360 最大切割厚度mm: 最大功率Kw: 最大加工速度mm/min: 电极丝(钼丝)mm: 精度mm: 粗糙度(um): 工作台承受重量kg: 机床外尺寸mm: 生产厂家:汉川机床厂 出厂年份:2000年 |

图8 精密电火花成型机 | 型号:D7125 工作台尺寸(mm):450*280 工作台行程(mm):250*200*150 最大功率Kw:3.5 最大加工速度mm/min:200 精度mm: 粗糙度(um):Ra<0.3 工作台承受重量kg:200 机床外尺寸mm: 1400*1200*2100 生产厂家:中国·南京南方电加工有限公司 出厂年份:2002年12月 |

图9 C32数控电火花成型机 | 型号:C32 工作台尺寸(mm):450*300 工作台行程(mm):300*200*150 加工槽内部尺寸(mm):600*454*260 最大功率Kw: 最大加工速度mm/min:精度mm: 粗糙度(um): 最大电极重量(kg):20 工作台承受重量kg:50 机床外尺寸mm: 1200*1980*1815 生产厂家:日本沙迪克公司 出厂年份:2009年 |